
之前只是知道蜗杆磨和滚齿的原理一样,但是一直没有好好的研究一下,最近又捡起来,发现还是很有意思的。特别是对蜗杆磨砂轮的修整很感兴趣,于是便花时间琢磨琢磨,下面是最近做出来的一些内容,记录一下:
下图是一个外齿轮的齿形,它不是渐开线齿轮,齿形由多段圆弧组成: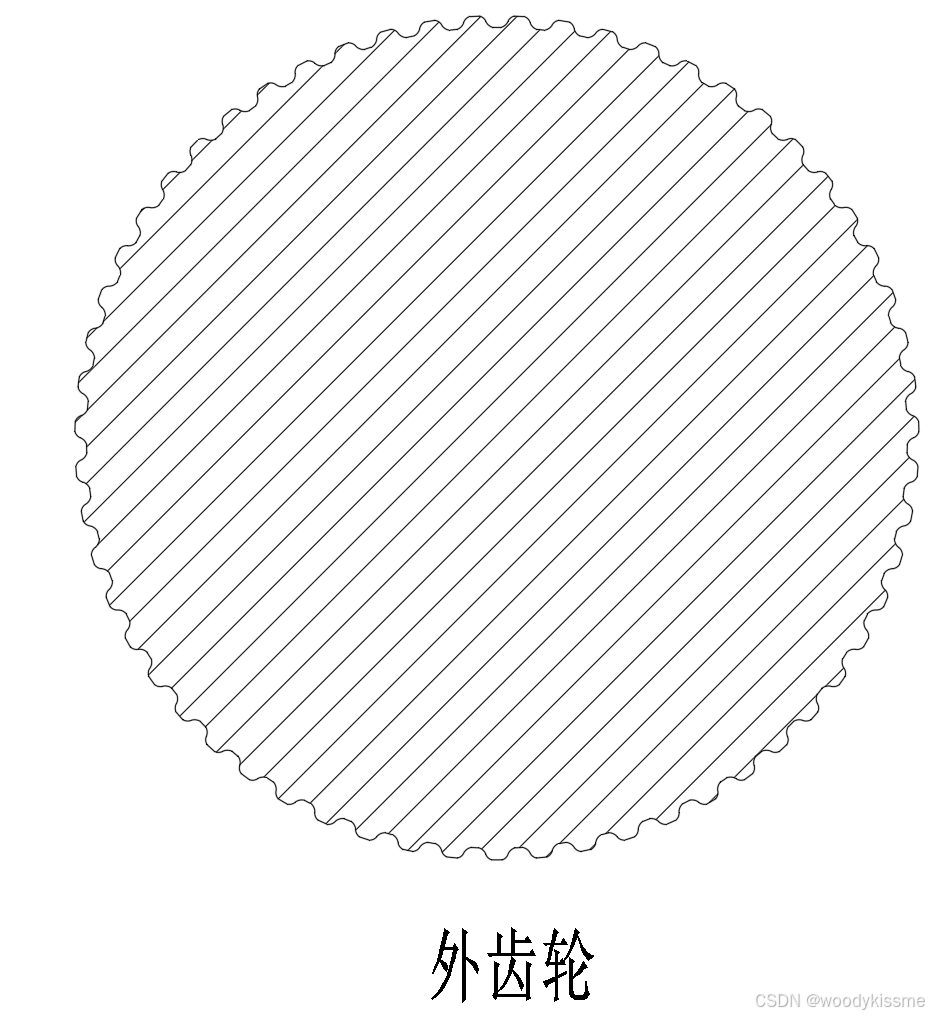
首先,是计算得到蜗杆磨砂轮的基准齿形,或者说是蜗杆磨的基准蜗杆的法向齿形: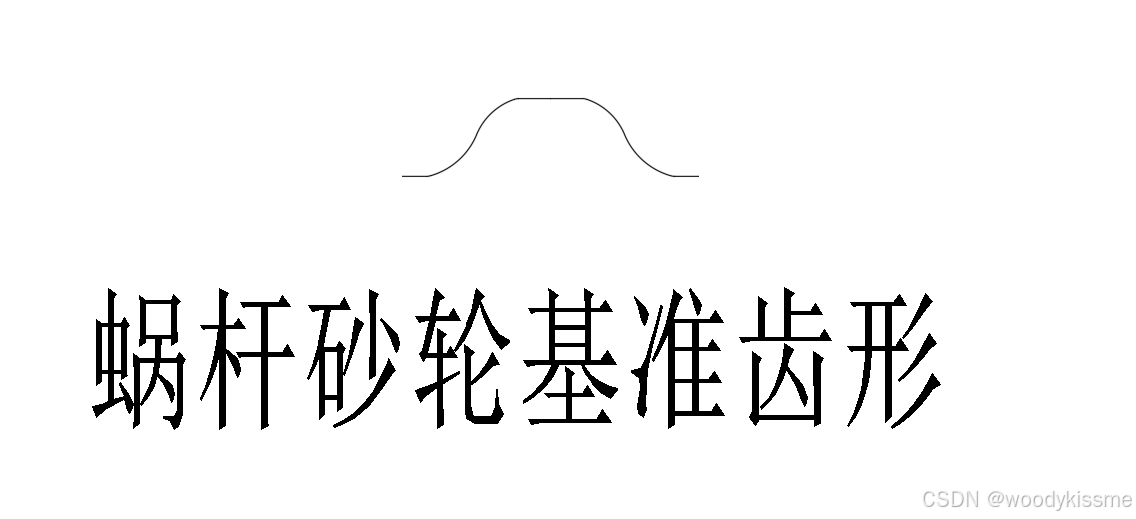
得到齿形正不正确,可以通过包络验证: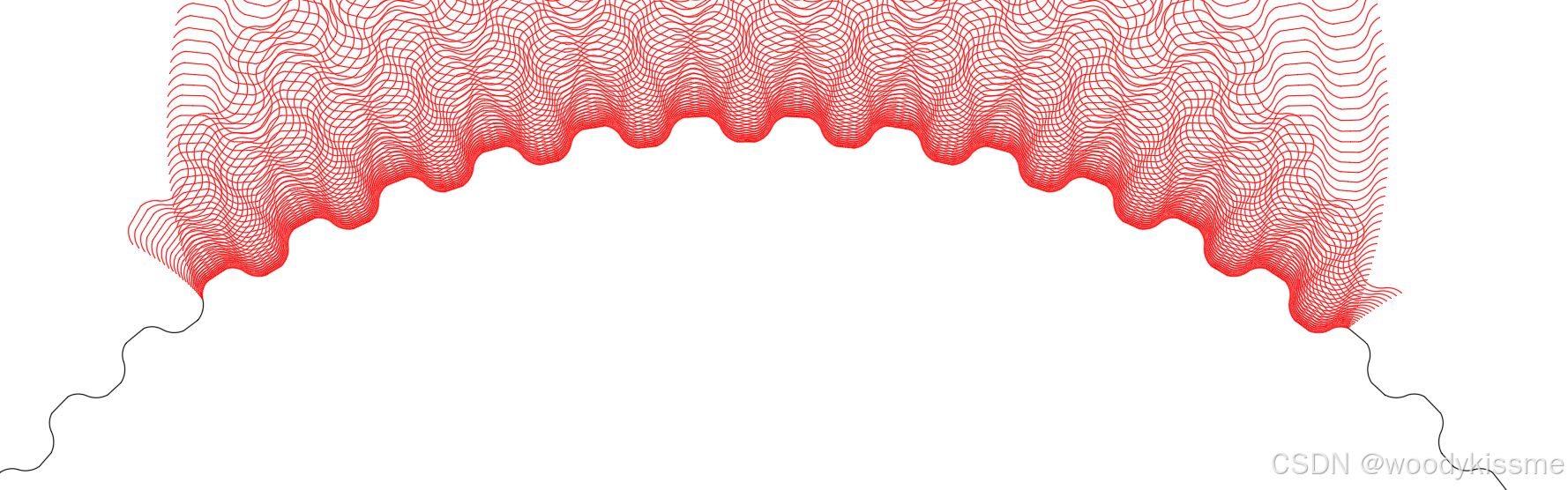
这里要注意的是,此时求得是基准齿形,并不是蜗杆砂轮的精确齿形,前面介绍过蜗杆的相关内容,蜗杆的建立,用端面或者轴向齿形才是准确的,所以先求出蜗杆的轴向齿形,这仅仅是一个计算的推演,所以蜗杆砂轮分圆直径我是随便给的,按∅60mm,计算得到螺旋升角是1.6714°。下图是得到的蜗杆轴向齿形: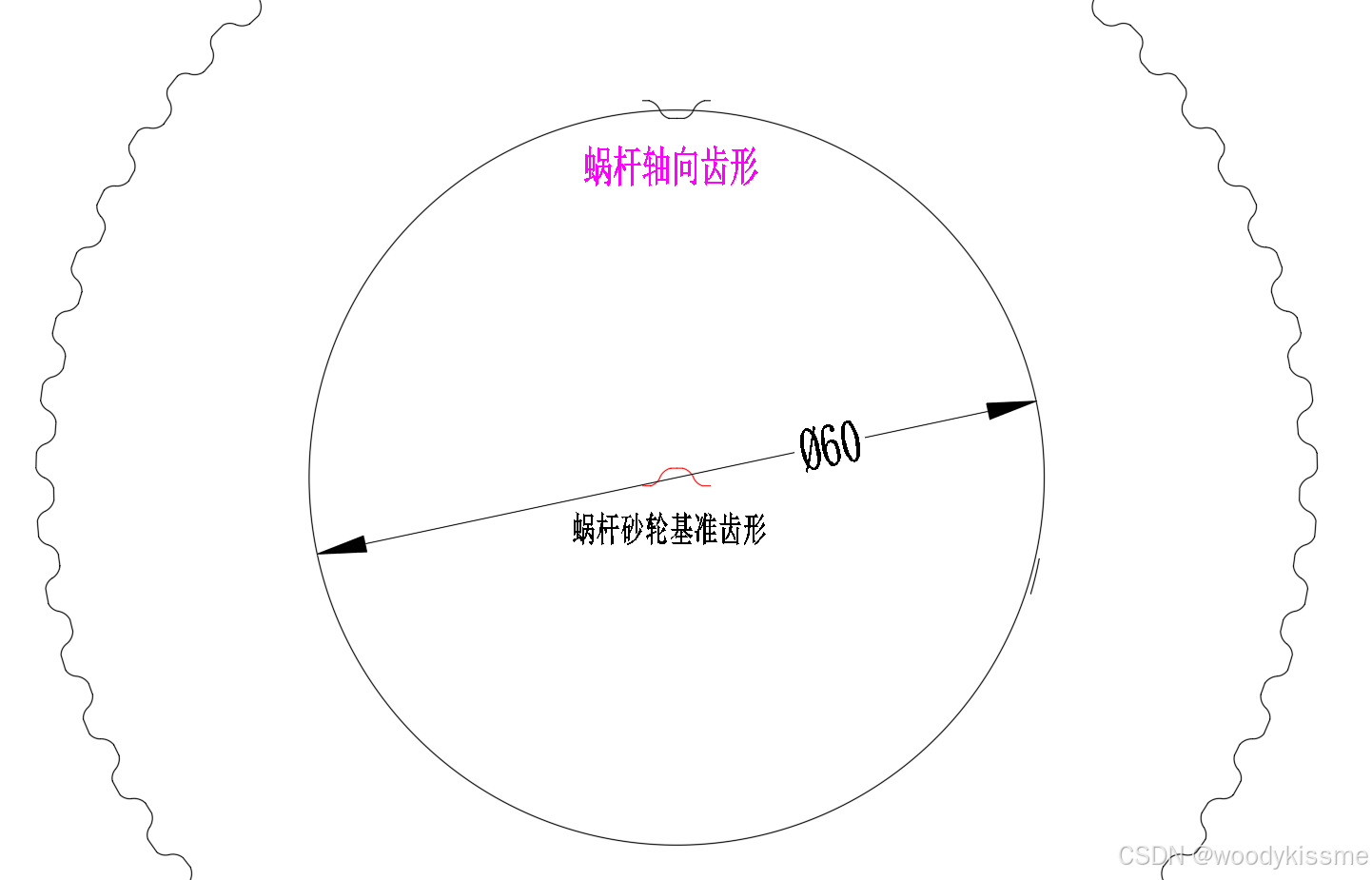
眼尖的小伙伴可能发现了,这里得到的轴向齿形是一个齿槽,而基准齿形是一个齿,这里我处理了一下,这是为了后续计算修整滚轮做好准备,毕竟滚轮修正的是齿槽,当然滚轮也可以做成内凹的,但是这种好像不常见,也可能是我了解的不够深入,先这么处理吧。有了蜗杆轴向齿形,就可以建立实体模型,我简单做了一下,比较简陋,先一起来看看,做的不好的地方还请见谅!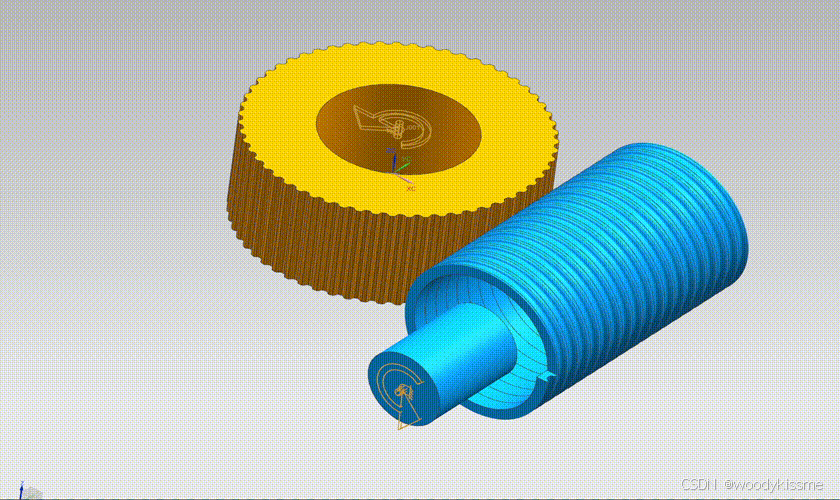
看的不是太清楚,把它们剖开看看:

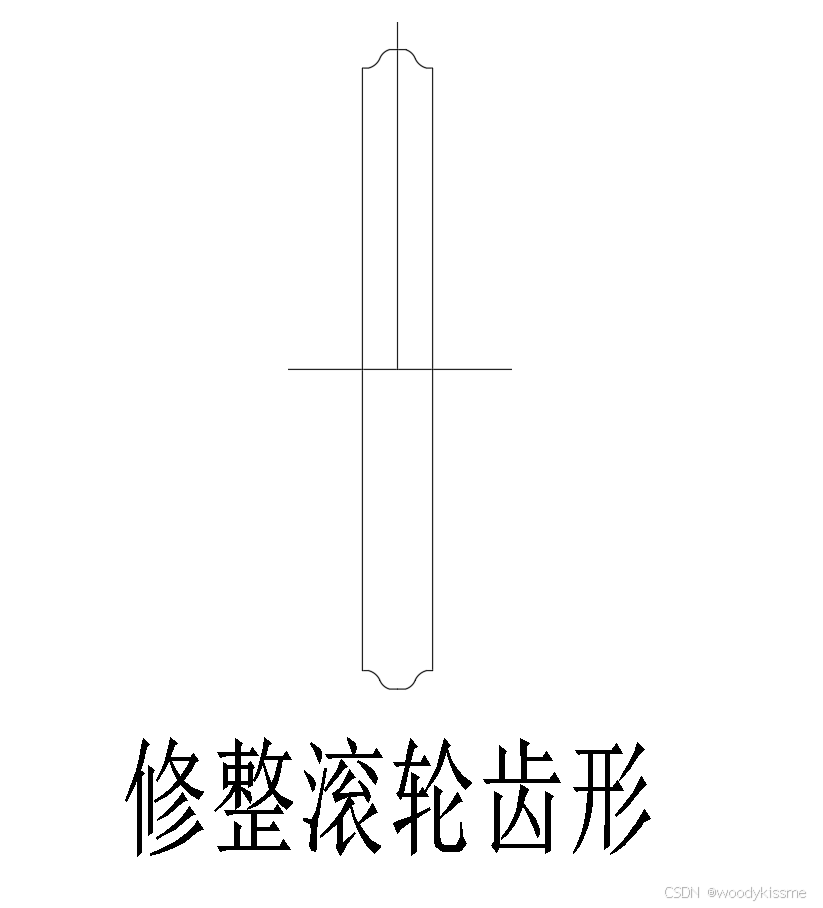
这样就清楚多了,蜗杆磨的工作完毕,紧接着从蜗杆磨的齿形出发计算得到了对应的金刚滚轮的齿形,滚轮的直径给了φ50mm,计算得到的滚轮轴截面的齿形如下:
同样的,把滚轮也做成三维模型,按照加工的位置运动模拟一下,虽然不是切削模拟,但也能看个大概: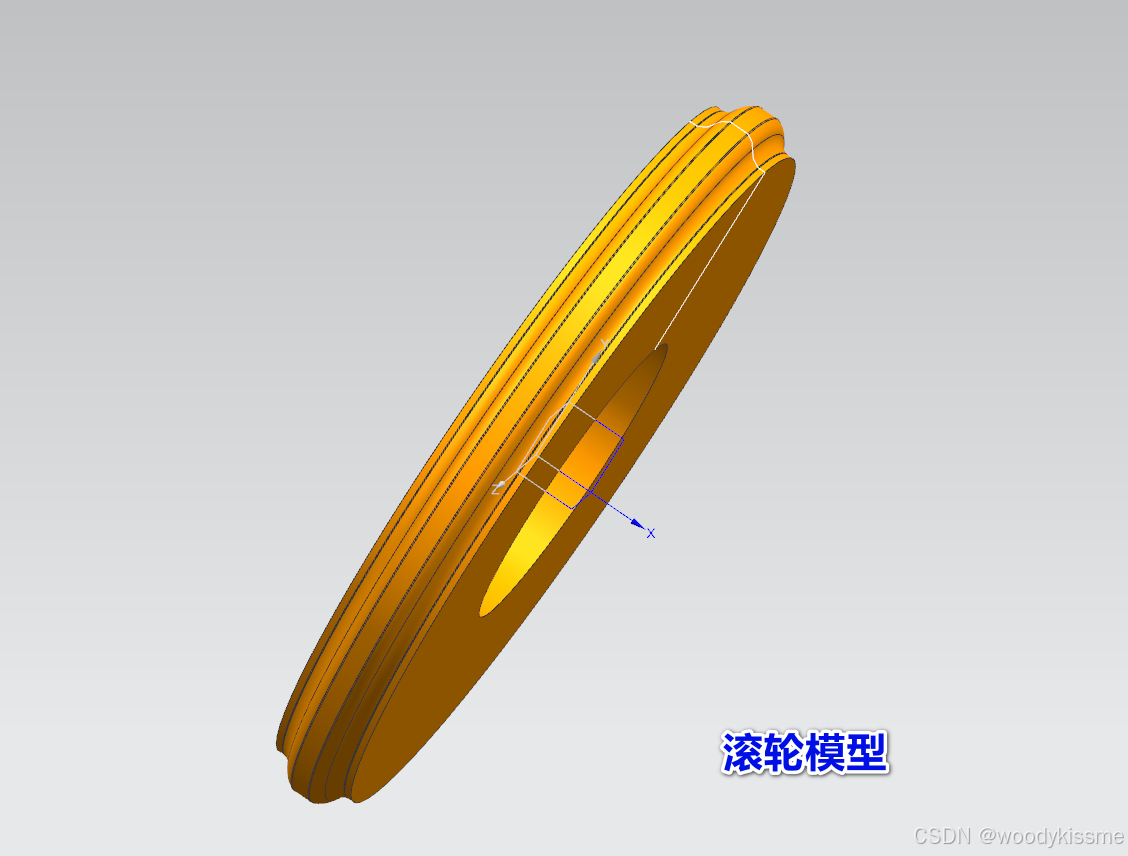
之前也也认为前面已经得到蜗杆砂轮的齿形了,直接用他的槽形或者法向齿形就可以了。但是了解蜗杆砂轮的修整过程和成型铣刀铣削螺旋槽的过程相同,是存在安装角的,前面有几期文章介绍过,这里就不再赘述了,直接看结果吧:
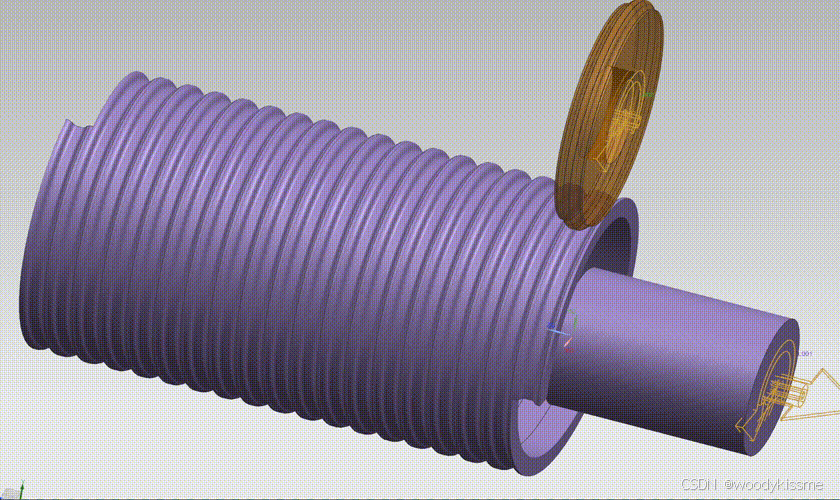
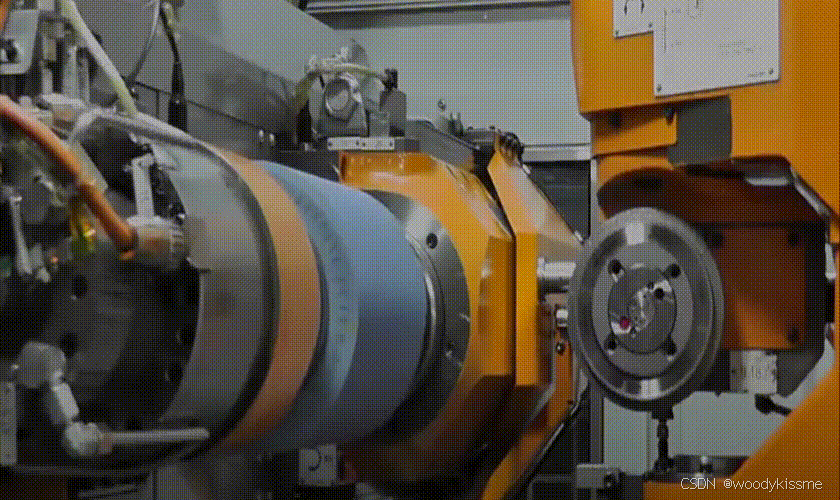
可以看到因为砂轮直径相对较大,且是一个头的,螺旋升角较小,几乎看不到安装角的存在,我比对了砂轮轴向齿形和计算的滚轮齿轮,相差较小,但是随着安装角的增大,这个差异将逐渐增大。下面看一个实际的修整过程,注意看砂轮主轴是有个摆角的:
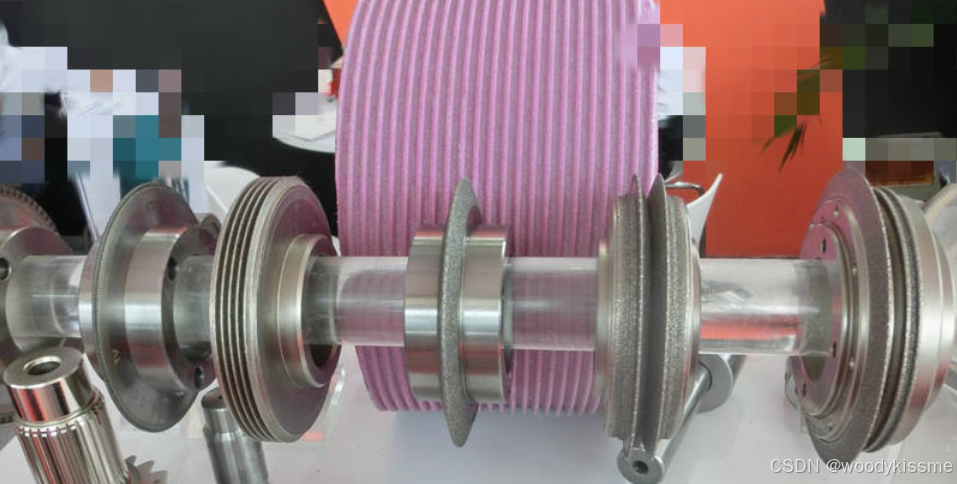
滚轮的形式也有很多种,接触了才发现有更多东西等着我们去探索。
目前处于小白阶段,希望了解的小伙伴们能指教一二,谢谢!

我是woodykissme,定期分享有关,机械传动及齿轮加工方面的内容,对这方面感兴趣的小伙伴,可以关注我。希望能够与大家讨论一下:
齿轮的设计及加工方法,加工齿轮所用的刀具设计、制造及使用方面的相关问题。
齿轮刀具设计计算方法,相关应用程序的开发,CAD二次开发自动绘图等的相关技术问题。
刀具应用方面,刀具的切削参数、涂层和使用寿命,加工中遇到的问题和解决办法等问题。
今天就分享到这,感谢您抽出宝贵的时间阅读!




